不銹鋼方管變形造成拉縮與起槽因素
作者:不銹鋼護欄 來源: 日期:2020-06-03 15:55:45
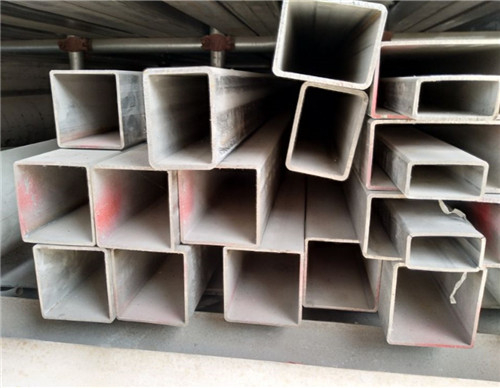
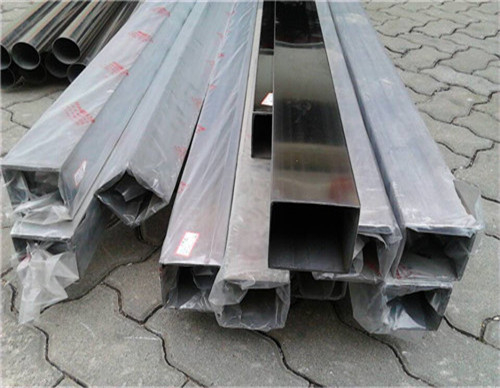
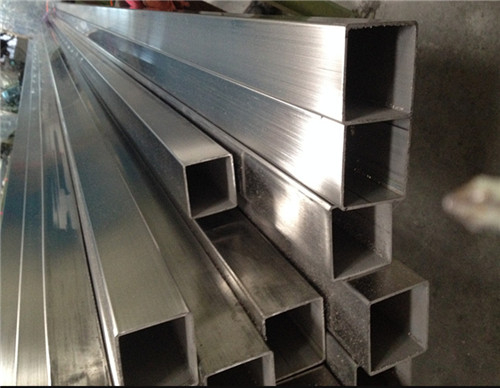
不銹鋼方管的制造是先經過圓管坯拔制成的,圓管變方管的過程會存在不均勻的變形才產生棱角,同時就會產生應力,其應力的方向改變了原來的應力平衡,所以就有了拉縮塑性變形,使厚度減小或根部起槽,接下來我們一起來看一下造成這種現象的主要因素。
1.斷面積的分配
厚壁部分的斷面積占整個不銹鋼方管斷面積的比例越大,厚壁部分承受附加拉應力的能力越小,拉縮與起槽現象愈嚴重。
2.斷面上各部分變形量的分配
不銹鋼方管厚壁與薄壁部分的相對變形量相差越大,變形越不均勻,拉縮和起槽越嚴重。如果起槽過深,在以后的拔制道次中,凹槽難以解除。
3.拔制道次
在總變形量一定的條件下,增多道次,可減小每一道次的變形不均勻程度,從而減輕拉縮與起槽程度。
4.拔制方法
將長芯櫸拔制法與短芯櫸拔制法相比,長芯棒拔制時減輕了不銹鋼方管內孔表面的軸向張應力,因此戒輕了拉縮與起槽現象,在變形系數相同的條件下,短芯櫸拔制有明見的相痕,而長芯掙拔制則無。
5.減徑量
當減徑量較大時,一方面不銹鋼方管在減徑區內處于空拔狀態,容易失穩,使管壁彎曲而加深內槽深,另一方面,由于在成徑過程中,薄壁部分的壁厚有所增加,增加了減壁區的不均勻變形,也增大了拉縮和起槽。因此,在拔制異壁異型管時,應盡量采用較小的減徑量。
6.不銹鋼方管與模具的接觸情況
當模孔或芯棒與鋼管之間存在空隙時,大變形量部分將向小變形量部分流動,這種附加的流動常使拉縮量減小,但起槽現象有所增大。
7.管料拔前的狀態
拔制前管料的強度越高,拉縮越大,但起槽現象有所改良。例如連拔時的拉縮比退火后拔制的大,但起槽有所減輕。
由圓管變為不銹鋼方管時,它們之間必然會存在應力的變化,所以在利用其它模具進行生產作業的時候要盡量的采用合理的
1.斷面積的分配
厚壁部分的斷面積占整個不銹鋼方管斷面積的比例越大,厚壁部分承受附加拉應力的能力越小,拉縮與起槽現象愈嚴重。
2.斷面上各部分變形量的分配
不銹鋼方管厚壁與薄壁部分的相對變形量相差越大,變形越不均勻,拉縮和起槽越嚴重。如果起槽過深,在以后的拔制道次中,凹槽難以解除。
3.拔制道次
在總變形量一定的條件下,增多道次,可減小每一道次的變形不均勻程度,從而減輕拉縮與起槽程度。
4.拔制方法
將長芯櫸拔制法與短芯櫸拔制法相比,長芯棒拔制時減輕了不銹鋼方管內孔表面的軸向張應力,因此戒輕了拉縮與起槽現象,在變形系數相同的條件下,短芯櫸拔制有明見的相痕,而長芯掙拔制則無。
5.減徑量
當減徑量較大時,一方面不銹鋼方管在減徑區內處于空拔狀態,容易失穩,使管壁彎曲而加深內槽深,另一方面,由于在成徑過程中,薄壁部分的壁厚有所增加,增加了減壁區的不均勻變形,也增大了拉縮和起槽。因此,在拔制異壁異型管時,應盡量采用較小的減徑量。
6.不銹鋼方管與模具的接觸情況
當模孔或芯棒與鋼管之間存在空隙時,大變形量部分將向小變形量部分流動,這種附加的流動常使拉縮量減小,但起槽現象有所增大。
7.管料拔前的狀態
拔制前管料的強度越高,拉縮越大,但起槽現象有所改良。例如連拔時的拉縮比退火后拔制的大,但起槽有所減輕。
由圓管變為不銹鋼方管時,它們之間必然會存在應力的變化,所以在利用其它模具進行生產作業的時候要盡量的采用合理的